
Rail transportation safety investigation report R18E0138
Main-track derailment
Canadian National Railway Company
Freight train G83342-24
Mile 24.30, Wainwright Subdivision
Landis, Saskatchewan
The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability. This report is not created for use in the context of legal, disciplinary or other proceedings. See Ownership and use of content.
-
Table of contents
The occurrence
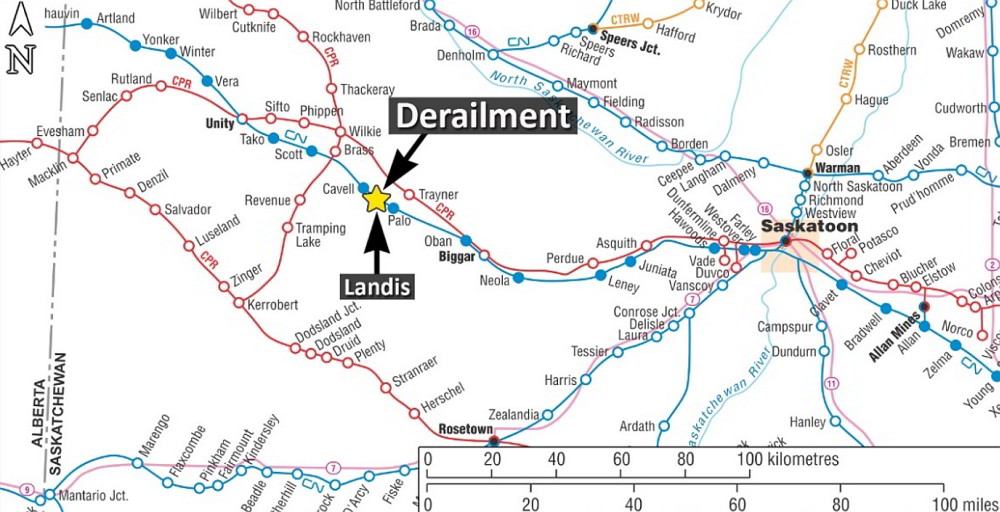
On 26 September 2018, a Canadian National Railway Company (CN) train crew (the crew) was ordered for 0200Footnote 1 in Saskatoon, Saskatchewan (Figure 1). The crew was scheduled to operate CN freight train G83342-24 (the train) westward on the Wainwright Subdivision from Saskatoon, Mile 191.9 of the Watrous Subdivision, to Edmonton, Alberta, Mile 259.10 of the Wainwright Subdivision. The train departed at about 0430.
The train consisted of 2 head-end locomotives, 2 mid-train remote-controlled locomotives, 179 covered hopper cars loaded with canola seeds, and 3 cars loaded with lumber products. The train weighed about 24 250 tons and was about 10 800 feet long.
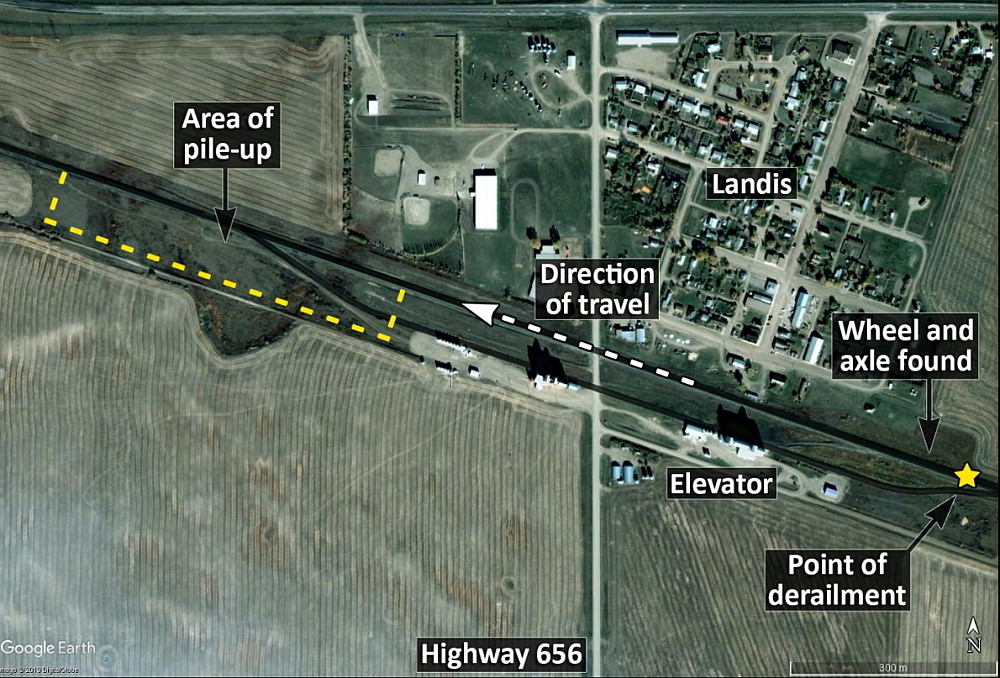
At about 0915, while operating at 51 mph through Landis, Saskatchewan, the train experienced an undesired emergency brake application. After coming to a stop and upon inspection, the crew determined that the 2 mid-train remote-controlled locomotives, in positions 79 and 80,Footnote 2 and 41 covered hopper cars loaded with canola seeds, in positions 52 to 92, had derailed in various orientations along the right-of-way (Figure 2). The point of derailment was determined to be Mile 24.30 of the Wainwright Subdivision.

Crew information
The crew consisted of a locomotive engineer and a conductor. Both crew members were qualified for their respective positions, met established fitness and rest requirements, and were familiar with the territory.
Subdivision and track information
The Wainwright Subdivision runs east–west between Mile 0.0 at Biggar, Saskatchewan, and Mile 264.7 at Edmonton, Alberta. Train movements are controlled by the centralized traffic control system (CTC), as authorized by the Canadian Rail Operating Rules (CROR), and supervised by a rail traffic controller (RTC) located in Edmonton. Train traffic through this corridor is about 42 trains per day, with an annual tonnage of approximately 5.5 million gross tons (MGT).
In the vicinity of the derailment, the track is Class 4 track according to the Transport Canada–approved Rules Respecting Track Safety, also known as the Track Safety Rules (TSR). The maximum authorized speed for freight trains was 55 mph. The track consisted of 136-pound Nippon rail manufactured and installed in 2013, No. 1 hardwood ties in good condition and fully spiked tie plates. The rail, which was within established wear limits, was box-anchored. The ballast was crushed rock in good condition. The subgrade and drainage was excellent in the vicinity of the occurrence.
Track inspection and maintenance
The TSR outline the minimum track maintenance standards and related track inspection requirements. In addition to the TSR, CN had developed its Engineering Track Standards, providing further guidance that meets or exceeds the TSR requirements.
In the derailment area, the track had been inspected on 20 and 24 September 2018, with no defects detected. The two No. 12 turnouts located at each end of the industrial spur at Landis had been inspected on 19 September 2018, with no defects detected.
Forward-facing camera
The lead locomotive was equipped with a forward-facing camera. Based on a review of the video recording, no track anomalies were visible when the lead locomotive passed over the occurrence site.
Site examination
During site examination, it was noted that covered hopper car CEFX 350816 was the first car to derail. It remained upright with the A-end on the rail and the B-end derailed; its number 1 axle and wheels were missing (Figure 3). A broken axle from car CEFX 350816 (Figure 4) was discovered to the north of the track, about 300 feet from the east switch for the Landis Producer Co-op track. The other half of the axle/wheel set was not recovered.


Starting about 20 feet west of the east switch for the Landis Producer Co-op track, there were fresh abrasion marks on the ties between the rails, suggesting that the axle broke at this location. Following the broken axle and derailment of this wheel set, the trailing truck on car CEFX 350816 was dragged for approximately 4000 feet to where the main derailment pile-up was located (Figure 5).
Wheel shop practice and regulatory requirements
The Transport Canada–approved Railway Freight Car Inspection and Safety Rules set out the minimum safety standards for freight cars. Section 10, Axles, of the rules states that “a railway company shall not place or continue a car in service” if “an axle has a crack or is bent or broken.”
Rail cars regularly receive the required certified car inspections (CCI). However, such visual inspections may not identify a cracked or damaged axle, depending on the size and location of the defect. Additionally, current wayside detectors are not necessarily designed to identify a rail car with a cracked axle. As such, cracked axles are often difficult to detect.
Wheel shop practice is governed by the Association of American Railroads (AAR) Manual of Standards and Recommended Practices, Section G, Part II – Wheel and Axle Manual (G-II Manual). Rule 1.1 of the G-II Manual indicates (in part):
Rule 1.1 Axles—General Practices
[…]
1.1.9 Machined and secondhand wheel seats and journal fillet areas […] of unmounted secondhand axles in freight car service and the entire length of unmounted secondhand axles in other services must be magnetic particle tested by the fluorescent (black light) wet method before remounting[….]
Axles that do not require the wheels to be unmounted must be magnetic particle-tested by the wet method before mounting roller bearings. As a minimum, the journal fillet area bounded by the “A” dimension shown in RP-633, Fig. 4.4, must be tested all the way around[….]Footnote 3
When a wheel set is returned to a wheel shop for reconditioning, if not enough tread material remains for reprofiling,Footnote 4 the wheels are pressed off the axle and the axle is inspected. If the axle meets reconditioning criteria, it qualifies as a secondhand unmounted axle.
New wheels and new or reconditioned roller bearings can be applied to the axle, and the wheel set assembly can then be returned to service. Using this process, some axles can remain in service for over 40 years and can have a number of wheels applied during that time.
The broken axle
The broken axle was a 6 ½-inch by 12-inch Grade F axle, manufactured in February 1999 by MRF-Standard Forged products in McKees Rocks, Pennsylvania, United States.Footnote 5 At the time of the occurrence, the wheels on the axle were 36-inch, Grade C, heat-treated, curved-plate wheels manufactured in December 2015 by Griffin Wheel in Kansas City, Missouri, United States. Before the wheels and bearings were applied, the axle had been inspected on 12 January 2016 as per AAR requirements and qualified as a secondhand unmounted axle. The 6 ½-inch by 12-inch Timken bearings had been reconditioned on 04 January 2016. The wheels and bearings were mounted on the axle on 13 January 2016 at Greenbrier Rail Services in Tacoma, Washington, United States. The car was repaired on 15 January 2016 in Vancouver, BC, at which time the number 1 wheelset was applied to the car.
Metallurgical analysis of the broken axle determined the following:
- The tensile properties and chemical analysis showed that the axle conformed to the requirements of AAR specification M-101 (AAR M-101) for Grade F (normalized and double tempered) steel axle. There was no indication of pre-existing steel defects, such as excessive non-metallic inclusions, or any other detrimental material conditions that could have contributed to the failure.
- It is likely that the axle failure was due to high cyclic fatigueFootnote 6 that had initiated at 2 adjacent sites on the axle surface from rotational bending.
- Initiation of the failure was likely due to contact as indicated by the contact/galling damage noted on the outside surface of the axle.
- Post-fracture contact damage and corrosion had obscured the primary and secondary fatigue-initiation sites on the outside surface of the axle. Therefore, the original axle surface features, prior to failure, could not be assessed.
- Corroded fatigue striations were present near the secondary fatigue-initiation site, confirming high cyclic fatigue as indicated by macroscopic “beach marks” and a single Smekal (fracture) lanceFootnote 7 (Figure 6).
- The fatigue crack propagated across about 80% of the axle cross-section until the remaining intact metal ligament could no longer support the operating stresses, resulting in the final catastrophic axle failure.

Indexer strike
Metallurgical analysis of the axle indicated that the failure mechanism was likely initiated by surface damage sustained by the reconditioned axle. CN determined that this damage may have been caused by a defective indexerFootnote 8 at a customer loading facility.
Safety message
Although rail cars regularly receive the required certified car inspections (CCI), a cracked or damaged axle may not be identified through such visual inspections, depending on the size and location of the defect. Furthermore, cracked axles are often difficult to identify because current wayside detectors are not necessarily designed to identify a rail car with a cracked axle.
Safety action taken
CN is currently implementing and issuing guidance to its customer facilities for the inspection and maintenance of indexers to prevent axle damage.
This report concludes the Transportation Safety Board of Canada’s investigation into this occurrence. The Board authorized the release of this report on . It was officially released on .